
Заводы Китая: как дробят ТБО эффективно?
2026-02-16
Когда говорят про китайские заводы и переработку ТБО, многие сразу представляют гигантские конвейеры и роботов. На деле же, ключевой момент, который часто упускают — это не размер, а адаптация технологии под конкретный, часто очень ?грязный? и неоднородный поток отходов. Эффективность дробления начинается задолго до того, как материал попадает в дробилку.
От мифа к реальности: что такое ?эффективное? дробление на практике
Под эффективностью у нас обычно понимают не просто высокую тоннажную производительность в час. Это комплекс: минимум простоев из-за намоток (особенно плёнка и текстиль), стабильный размер фракции на выходе даже при изменении состава сырья, и, что критично, — приемлемый расход на обслуживание и замену изнашиваемых частей. Видел я проекты, где ставили супермощные немецкие шредеры под китайский ТБО — и через месяц сидели с порванными ситами и заклиненными роторами. Техника была хорошая, но не для той задачи. Тут нужен свой подход.
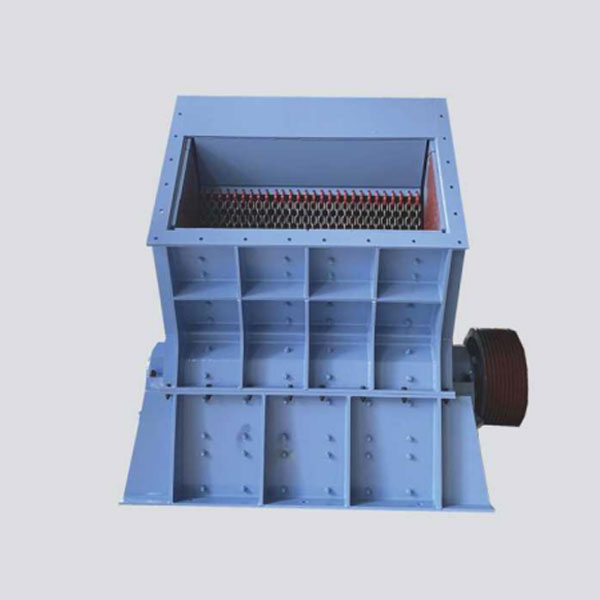
Китайские производители оборудования это быстро усвоили. Их сильная сторона — не в изобретении принципиально новых способов дробления, а в инженерии и адаптации. Берут проверенные схемы — роторные, молотковые дробилки, шредеры с двумя валами — и начинают их ?затачивать? под местные условия. Утолщают стенки камеры, меняют геометрию ножей или молотков на более живучие, ставят более мощные приводы с запасом, чтобы ?проедать? неожиданные включения. Это не всегда красиво, но часто практично.
Например, в Шанхае на одном из мусоросортировочных комплексов наблюдал за работой линии с двумя последовательными ступенями дробления. Первая — грубый шредер с гидравлическим приводом и системой реверса, его задача просто порвать мешки и разбить крупные агломераты. Вторая — более тонкая роторная дробилка для калибровки фракции. Самое интересное было в деталях: между ними стоял самодельный, сваренный на месте, магнитный сепаратор на мощных неодимовых магнитах, который вытягивал металлолом уже после первичного измельчения. Менеджер объяснил: ?Если ставить магнит до дробилки, он не возьмёт металл, спрятанный в пакете с пищевыми отходами. А после первого шредера — пожалуйста?. Вот такая простая, но эффективная логика, рождённая из опыта, а не из учебника.
Ключевые узлы: на чем нельзя экономить, а где можно схитрить
Сердце любой дробильной установки для ТБО — это режущий или дробящий узел и привод. На ножах, молотках, роторах экономить — себе дороже. Китайские инженеры сейчас активно экспериментируют с материалами. Видел варианты с наплавкой из карбида вольфрама на кромки ножей шредера — срок службы увеличивается в разы, особенно при работе со строительным мусором. Но и стоимость, конечно, другая.
Привод — другая история. Часто ставят стандартные электродвигатели с частотными преобразователями, это даёт гибкость. Но в условиях, когда в потоке ТБО может внезапно оказаться, скажем, железобетонный блок или стальная балка, критически важна система защиты. Тут китайские производители часто предлагают ?гибридные? решения: например, электродвигатель + гидромуфта. При перегрузке гидромуфта проскальзывает, защищая и двигатель, и редуктор. Дешевле, чем полностью гидравлический привод, но эффективно для большинства сценариев.
А вот на системе подачи и раме часто экономят. Подающие конвейеры могут быть без бортов, что приводит к постоянному просыпанию материала. Рамы иногда делают недостаточно жёсткими, из-за чего при работе возникает вибрация, которая со временем расшатывает крепления двигателя и подшипников. Это типичные ?болезни роста?, которые заметишь, только поработав на линии пару месяцев. Хорошие производители, которые дорожат репутацией, такие ошибки уже не допускают.
Опыт из цеха: кейс с непредвиденными включениями
Хочу привести пример из личного опыта посещения завода в провинции Сычуань. Там стояла задача организовать дробление смешанных бытовых отходов перед сортировкой. Поставили мощный двухвальный шредер. Первые недели всё шло хорошо, пока в потоке не начали регулярно появляться… коврики для йоги из ПВХ. Казалось бы, мелочь. Но эти эластичные, вязкие материалы наматывались на валы, обволакивали ножи и в итоге приводили к перегреву и остановке. Простои были катастрофическими.
Решение нашли не сразу. Сначала попробовали установить дополнительные поворотные ножи-рассекатели перед основными — не помогло. Потом экспериментировали со скоростью подачи. В итоге эффективным оказалось комбинированное решение: доработали систему предварительной подачи, добавив там барабанный грохот-?троммель? с ячейкой небольшого размера. Он не столько просеивал, сколько разрыхлял и разматывал эти коврики и плёнки. А уже после этого материал шёл в шредер. Плюс, по согласованию с производителем дробилки, изменили угол заточки ножей. Это не было прописано в инструкции, но сработало. Такие точечные доработки — обычная практика.
Кстати, оборудование на том заводе было от местного производителя — ООО Сычуань Синьида Машина. Компания с историей, работает с 1996 года, изначально в переработке песка и гравия. Этот опыт с прочными материалами, видимо, и помог им выйти на рынок оборудования для ТБО. У них серьёзный производственный комплекс, построенный в 2017 году — цифровой центр на 33 000 кв. м. В их каталоге (https://www.sc-xyd.ru) видно, как эволюционировали модели: от дробилок для щебня к более универсальным и защищённым установкам для отходов. Чувствуется, что инженеры слушают обратную связь с реальных объектов.
Цифра и данные: без них эффективность — это гадание
Современный эффективный завод по дроблению ТБО в Китае уже немыслим без элементарной цифровизации. Речь не об ?индустрии 4.0?, а о простых датчиках. Датчики тока на двигателях дробилки и конвейеров, датчики температуры на подшипниках, вибродатчики. Их показания выводятся на экран в диспетчерской. Это позволяет оператору не гадать, почему гудит машина, а видеть: ?Ага, ток на приводе второй ступени растёт уже 10 минут, значит, там начинается забивание или попался плотный материал?. И принять решение — увеличить скорость подачи для ?проталкивания? или, наоборот, остановить для проверки.
На одном из передовых предприятий в Гуандуне видел, как на основе этих данных за полгода скорректировали график планового техобслуживания. Оказалось, что ножи на первичном шредере изнашиваются не через 500 часов, как в спецификации, а через 350-400 из-за высокой абразивности местного ТБО (много песка и земли). Внедрили замену по фактическому износу, а не по времени, что сократило количество внезапных поломок. Эффективность — это ведь и про минимизацию простоев.
При этом софт часто используется локальный, китайский. Он может быть не таким красивым, как западные аналоги, но зато он идеально заточен под требования местных нормативов отчётности и позволяет легко интегрировать данные с весового комплекса. Это важный нюанс для оператора завода.
Взгляд в будущее: тренды и ограничения
Куда движется эффективное дробление? Очевидный тренд — более глубокая селекция до дробления. Если раньше дробили ?всё подряд?, то сейчас стараются вытащить хотя бы крупногабаритные отходы, металл, иногда даже органику. Чем чище и однороднее поток на входе в дробилку, тем стабильнее она работает и выше качество фракции на выходе. Это, в свою очередь, повышает эффективность последующих процессов — пиролиза, RDF-производства, компостирования.
Другой тренд — модульность. Оборудование, особенно от таких производителей, как Сычуань Синьида Машина, часто поставляется в виде блок-модулей: блок дробления, блок сепарации, блок прессования. Это позволяет наращивать мощность или перестраивать технологическую цепочку относительно быстро, прямо на площадке. Для быстро меняющегося рынка и состава ТБО — это большое преимущество.
Но есть и ограничения. Главное — это энергопотребление. Дробление — энергозатратный процесс. Поэтому следующий шаг к эффективности — не в том, чтобы дробить быстрее, а в том, чтобы дробить ?умнее?. Возможно, будущее за более интеллектуальными системами, которые с помощью компьютерного зрения будут анализировать поток отходов на конвейере и в реальном времени регулировать скорость и режим работы дробилки. Пока это дорого, но в Китае такие пилотные проекты уже есть. Эффективность — это постоянный процесс, а не разовое решение.





Пожалуйста, оставьте нам сообщение
-


-
-


WeChat
