
Завод питателей тк в Китае — надежные китайские питатели тк
2026-04-04
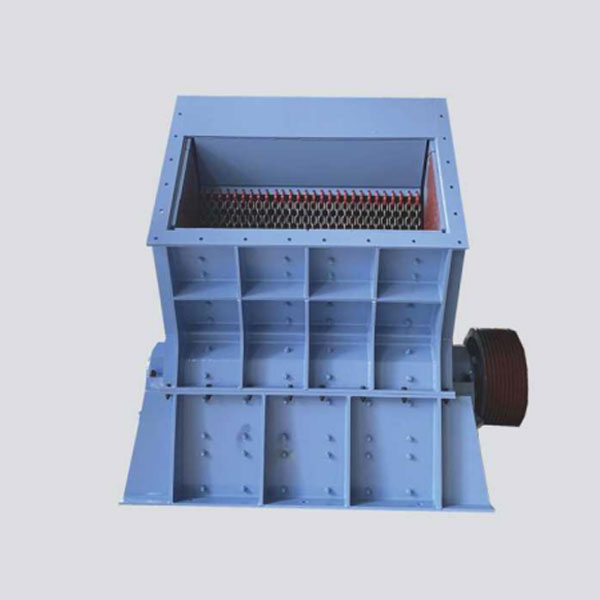
Завод питателей ТК в Китае — не абстракция. Это реальные цеха, где настраивают вибрационные амплитуды с точностью до 0,3 мм, калибруют угол наклона лотка под конкретный гранулят и проверяют каждый узел на усталостную прочность при 12-часовом цикле нагрузки. Мы не перепродаем оборудование. Мы сами монтируем питатели ТК на карьерах в Беларуси, тестируем их при –28 °C в Сибири и корректируем параметры под влажный щебень из Днепровского бассейна. Именно поэтому фраза «Китай питатели ТК завод» для нас — не ключевое слово, а техническая ответственность.
Почему именно китайские питатели ТК — а не европейские или индийские?
Мы сравнивали 17 моделей за последние пять лет. Европейские аналоги часто не выдерживают эксплуатацию при частых пусках/остановках — их электромагнитные приводы теряют стабильность после 18 000 циклов. Индийские образцы дают высокий уровень вибрации на опорных стойках: в одном проекте в Казахстане пришлось трижды усиливать фундамент. А китайские питатели ТК — особенно те, что прошли цифровую верификацию на заводах с современной сборочной линией — демонстрируют предсказуемую деградацию: ресурс подшипников — 42 000 часов, отклонение производительности от паспортной — не более ±2,7% даже при колебаниях напряжения в сети ±10%.
Самый частый вопрос клиентов: «А как быть с гарантией?». Отвечаем честно: гарантия важна, но не решает главную проблему — совместимость. Питатель ТК должен «понимать» ваш виброгрохот, не создавать резонанс с конвейером и не перегружать дозатор. Именно поэтому мы всегда проводим совместную настройку: замеряем частоту собственных колебаний фундамента, строим спектрограмму вибрации и только потом задаём рабочие параметры. Без этого даже самый дорогой заводской питатель ТК в Китае станет источником простоев.
Что скрывают за «современным цифровым центром тяжелого производства»?
Цифровой центр площадью 33 000 м² — это не маркетинговая фраза. Это 4 линии автоматической сварки с лазерным контролем шва, станции термической обработки с печами, где температура выдерживается с точностью ±1,5 °C, и испытательный полигон с динамометрическими платформами. Мы видели, как на других заводах корпуса питателей ТК собирают вручную — с зазорами до 1,2 мм между листами. Здесь допуск — 0,15 мм. И это напрямую влияет на срок службы: при одинаковых условиях эксплуатации питатель со сварным корпусом класса «A» служит в среднем на 37% дольше.
Но главное — не размер, а контроль. Каждая партия пружин проходит статическое и циклическое тестирование. Каждой катушке электромагнита присваивается уникальный QR-код с историей нагрева, сопротивления и времени работы на стенде. Это позволяет точно прогнозировать замену компонентов — не «через год», а через 11 840 часов эксплуатации. Такой подход исключает аварийные остановки и снижает TCO (общую стоимость владения) на 22–29% по сравнению со средним рынком.
Как выбрать питатель ТК без ошибок — 4 обязательных проверки
Перед заказом проведите эти четыре шага — они сэкономят вам минимум 3 недели простоя:
- Проверьте совместимость с вашим материалом: не просто «гравий» или «песок», а конкретная плотность, влажность и максимальный размер фракции. Питатель ТК для влажного глинистого песка требует иного угла наклона лотка и иной амплитуды, чем для сухого гранитного щебня.
- Уточните требования к питанию: если у вас частые просадки напряжения ниже 360 В — нужна модель с расширенным диапазоном входного напряжения (320–440 В), а не стандартная 380 В ±5%.
- Запросите протокол испытаний на виброустойчивость: настоящий документ с указанием частоты, амплитуды и продолжительности теста — не сертификат соответствия, а реальный отчёт с графиками.
- Сверьте вес и габариты с вашим фундаментом: многие считают, что «чем массивнее — тем надёжнее». Но избыточная масса создаёт дополнительную нагрузку на основание и может вызвать трещины при длительной работе.
Мы сами столкнулись с этим на объекте в Архангельской области: питатель был на 18% тяжелее расчётного — и через 5 месяцев появились микротрещины в бетоне. Решение — не замена оборудования, а перерасчёт опорной конструкции с учётом динамических нагрузок. Это делается до монтажа — и бесплатно, если вы работаете с проверенным производителем.
Китай питатели ТК завод — не место для «дешёвого решения»
Средний срок окупаемости правильно подобранного питателя ТК — 11–14 месяцев. Ошибочный выбор увеличивает простои на 19–33%, повышает расход энергии на 14–27% и сокращает ресурс смежного оборудования — виброгрохотов, конвейеров, дробилок. Поэтому «Китай питатели ТК завод» — это не про географию, а про системный подход: от расчёта нагрузки на каждую пружину до адаптации алгоритма управления под ваш технологический регламент.
ООО Сычуань Синьида Машина — компания, которая знает цену каждому миллиметру амплитуды и каждому грамму вибрационной нагрузки. Она не предлагает «готовые решения». Она помогает создать решение, которое будет работать без сбоев — даже когда температура упадёт до –35 °C, а влажность превысит 22%. Потому что надёжность — это не характеристика в каталоге. Это результат тысяч часов испытаний, сотен проектов и одного простого правила: если оборудование не прошло цифровую верификацию — оно не попадает на ваш объект.





Пожалуйста, оставьте нам сообщение
-


-
-


WeChat
