
Китай: инновации в формовочных машинах?
2026-03-09
Когда слышишь про китайские формовочные машины, многие сразу думают о дешёвых копиях. Но если копнуть глубже — а я с этим сталкиваюсь постоянно, работая с поставщиками лет десять, — понимаешь, что сейчас всё иначе. Речь уже не просто о цене, а о том, как они перестраивают сам подход к производству, особенно в секторе литья и обработки бетона. Вот об этом и хочу порассуждать, без глянца, с примерами из практики и даже парой наших неудачных проб.
От копий к собственным разработкам: как меняется ландшафт
Раньше, лет десять назад, действительно, часто привозили оборудование, которое было точной, но не всегда удачной репликой немецких или японских линий. Проблемы были с точностью, с долговечностью узлов. Но где-то после 2015-го года начался заметный сдвиг. Китайские инженеры стали активно внедрять собственные решения по автоматизации цикла, особенно в вибрационном уплотнении и системе выемки изделий. Не скажу, что всё идеально, но прогресс налицо.
Возьмём, к примеру, виброплощадки. Раньше частотный диапазон был жёстко задан, подходил только для стандартных смесей. Сейчас же многие производители, как та же ООО Сычуань Синьида Машина (их сайт — https://www.sc-xyd.ru), предлагают системы с адаптивным управлением. Двигатель сам подстраивает амплитуду и частоту под плотность бетона в реальном времени. Мы тестировали такую на одном из наших заводов по производству тротуарной плитки — прирост в однородности изделий был около 15%, плюс снизился процент брака из-за внутренних пустот.
Но здесь же и главная засада: документация. Часто инструкции по тонкой настройке этих алгоритмов переводятся криво или неполно. Приходится методом тыка искать оптимальные точки, тратить лишние недели. Это та цена, которую пока платишь за доступность и гибкость их техники.
Цифровизация производства: не просто ?умный? ярлык
Тут многие китайские компании делают серьёзные ставки. Речь не о простом сенсорном экране, а о полноценной интеграции в систему управления заводом. Например, в том же цифровом центре ООО Сычуань Синьида Машина, который они построили в 2017 году (33 000 кв. м — масштабы впечатляют), как раз и отрабатывают такие решения. Их машины теперь часто идут с предустановленными интерфейсами для сбора данных по износу форм, расходу смеси, энергопотреблению.
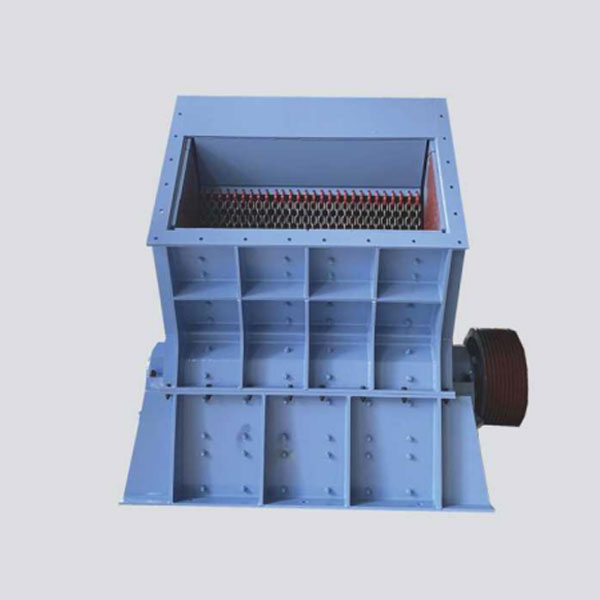
На практике это выглядит так: датчики на гидравлическом прессе постоянно снимают давление и температуру масла. Данные стекаются в локальный шлюз, а оттуда — в облако производителя для предиктивного анализа. В теории это должно предотвращать поломки. У нас был случай, когда система прислала предупреждение о падении давления в одном контуре за неделю до явных симптомов. Успели заказать уплотнители и сделать плановый ремонт без простоя линии.
Однако, есть нюанс с безопасностью данных. Не все готовы, чтобы информация о производственных циклах уходила на серверы в Китай. Приходится договариваться о локальном хранении или покупать версии ПО с отключённой телеметрией, что часто дороже. Это тот момент, где инновации упираются в вопросы доверия и нормативки.
Материалы и долговечность: где слабое звено?
Раньше слабым местом однозначно была сталь для форм и гидравлика. Сейчас ситуация улучшилась, но не везде. Многие производители перешли на использование износостойких сталей местных марок, типа SS400 или Q345B, с дополнительной цементацией. Для стандартных ЖБИ-изделий этого хватает с запасом. Но когда дело доходит до сложных архитектурных форм с тонким рельефом, ресурс всё равно может уступать европейским аналогам на 20-30%.
Интересный опыт был с линией для производства декоративных заборных секций. Китайский пресс-формовочный комплекс выдавал отличную геометрию, но после 50 000 циклов начал ?плыть? микрозацеп на одном из угловых элементов. Оказалось, проблема в термообработке конкретной партии формующих плит. Производитель, к его кредиту, признал проблему и заменил весь узел по гарантии, но простой линии обошёлся нам в три недели.
Сейчас некоторые, как Сычуань Синьида, которые работают с 1996 года и заслужили признание в секторе переработки песка и гравия, стали предлагать опцию с импортной сталью (японской или корейской) для критичных узлов. Цена, естественно, растёт, но для ответственных проектов это уже разумный компромисс.
Гибкость переналадки и работа с малыми сериями
Вот где китайские инженеры, на мой взгляд, сильно вырвались вперёд. Традиционно формовочные линии были заточены под большие тиражи. Сейчас же спрос на кастомизацию растёт, и китайские производители быстро откликнулись модульными конструкциями. Не нужно менять всю станину — достаточно переставить блок с формующими элементами и загрузить в контроллер новую программу.
Мы как-то брали пробную партию шлакоблоков с фигурной лицевой стороной. Серия всего 5 000 штук. Старая немецкая линия для такой задачи экономически невыгодна — переналадка на сутки. Китайский же автомат, который мы тестировали, справился за 4 часа. Ключевым был быстросъёмный адаптер на пневмоприводе и библиотека пресетов в ПО. Правда, пришлось повозиться с калибровкой датчиков выдержки — инструкция была очень скудной.
Эта гибкость, однако, требует от обслуживающего персонала более высокой квалификации. Нужно не просто нажимать кнопки, а понимать логику работы программируемых логических контроллеров (ПЛК), которые сейчас ставят почти везде. Не все наши механики к этому готовы, приходится постоянно обучать.
Сервис и логистика: что изменилось на самом деле
Раньше это была больная тема — ждать запчасти по 2-3 месяца. Сейчас крупные игроки, имеющие, как ООО Сычуань Синьида Машина, свои современные производственные центры, организуют склады запчастей в ключевых регионах, например, в Казахстане или в России под Москвой. Критичные детали (цилиндры, датчики, платы управления) часто можно получить за 7-14 дней.
Но есть и обратная сторона. Упрощение логистики привело к тому, что местные сервисные инженеры от производителя стали реже приезчать на плановые осмотры. Больше уповают на удалённую диагностику. Это не всегда хорошо. Никакой телеметрии не заменит взгляд опытного механика на износ сальника или натяжение цепи. Приходится самим наращивать компетенции или нанимать сторонних специалистов, что сводит на нет часть ценового преимущества.
В целом, если резюмировать: китайские формовочные машины перестали быть просто дешёвой альтернативой. Это уже самостоятельный сегмент с сильными сторонами в гибкости, цифровизации и скорости внедрения новых идей. Слабые места — в предсказуемости ресурса самых нагруженных узлов и в глубине послепродажной поддержки. Выбирать их стоит для динамичных проектов, где важна адаптивность, и при наличии своей грамотной технической службы. Для конвейера по выпуску миллиона одинаковых плит в год, возможно, ещё есть смысл смотреть в сторону традиционных брендов. Но грань стремительно стирается.





Пожалуйста, оставьте нам сообщение
-


-
-


WeChat
